




Delivering low-cost DAC

Our operating partners


Our funding partners




Airhive has co-developed the UnionDAC consortium to build large-scale DAC in the UK.
Low-cost modular technology
A groundbreaking DAC technology, proven at scale
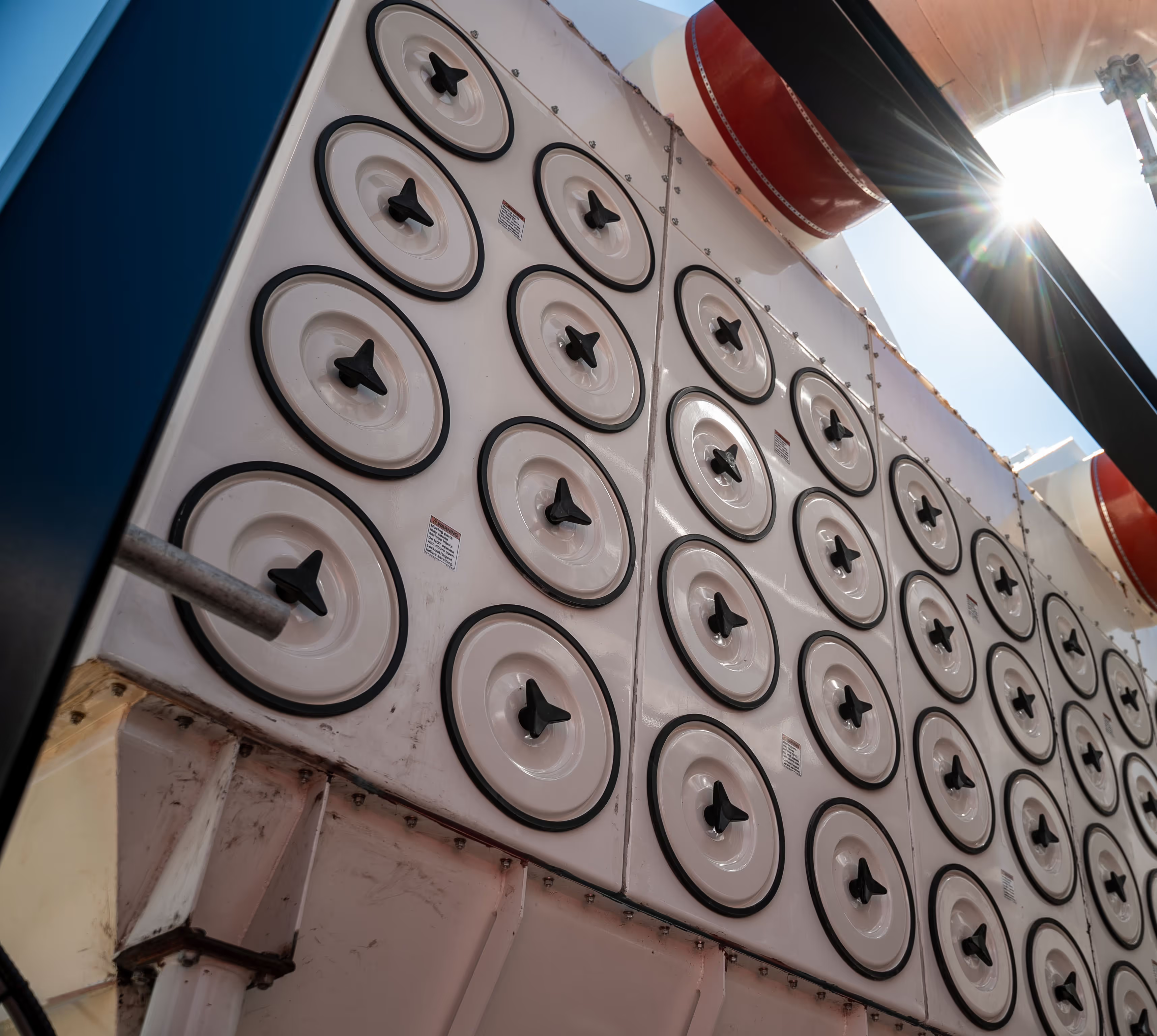
Our capture technology is based on fluidised beds, which are used in many other industries. Based on years of research and development, our application of fluidisation to DAC significantly speeds up the rate of capture. This, combined with our systems’ ability to recover and reuse heat, significantly lowers costs.
Airhive technology centres on three key innovations
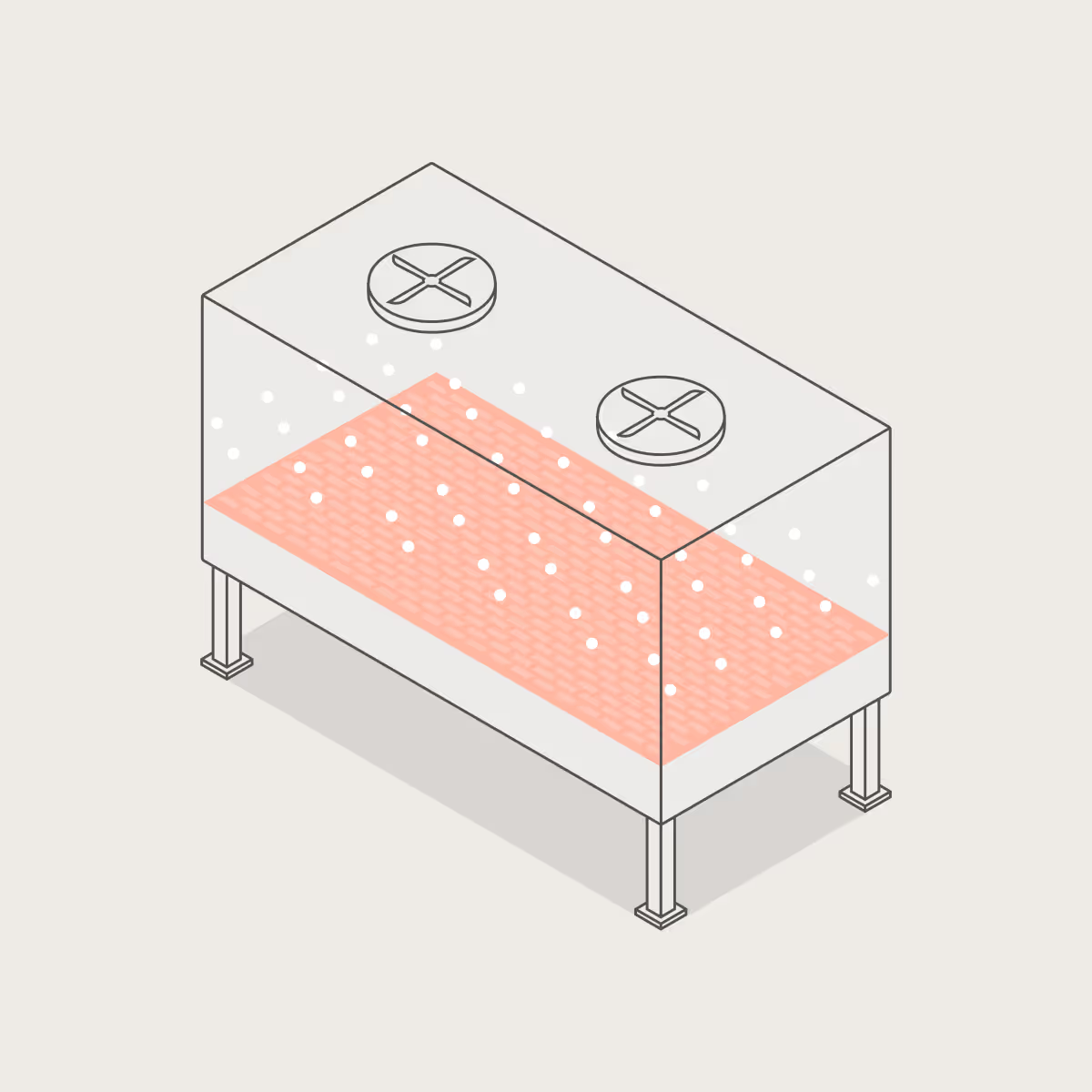
Fluidised beds, adapted from their use in pharmaceutical and other industries, help capture CO2 from the ambient air with exceptional speed and efficiency
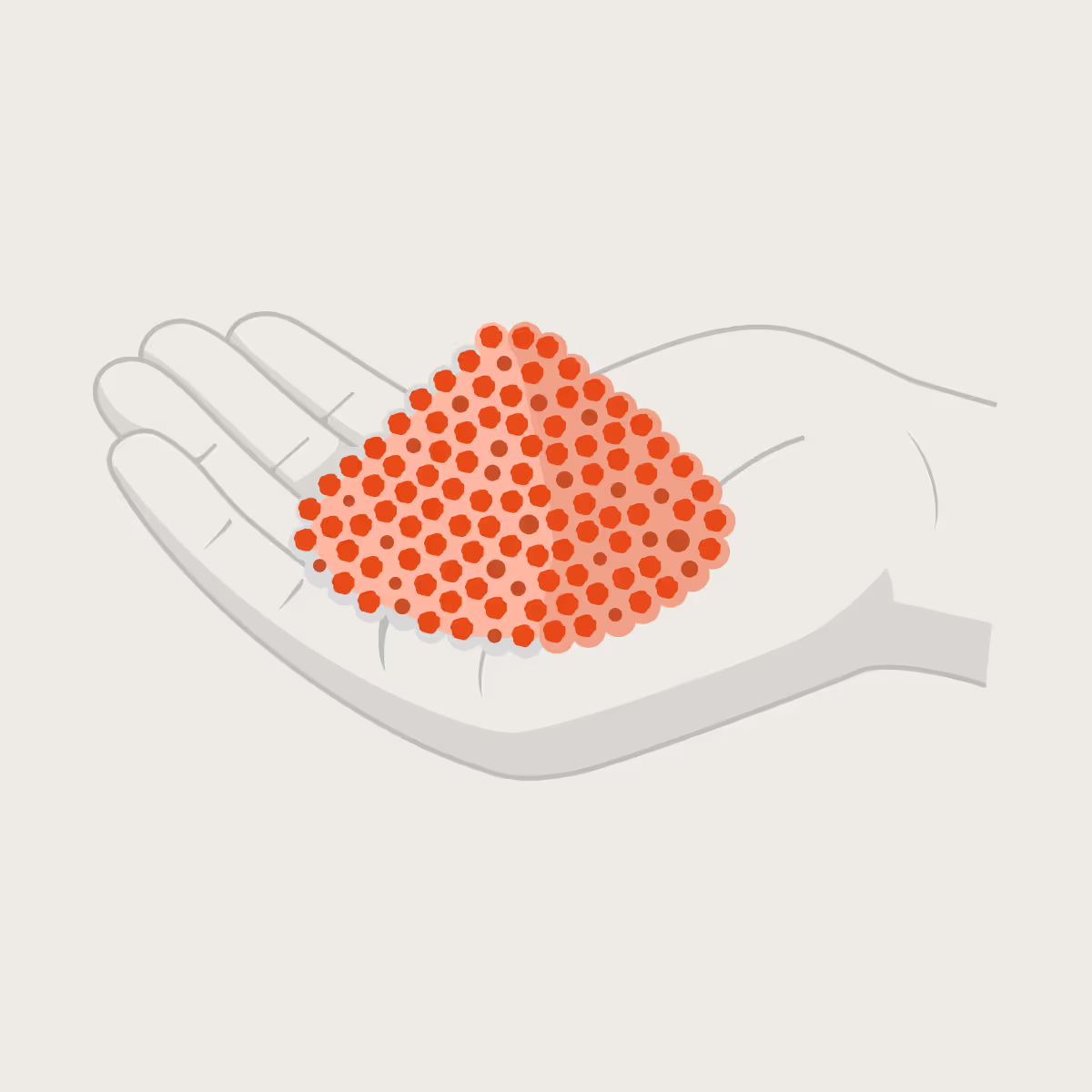
A mineral sorbent, derived from rock that is abundantly available but tailored specifically for our system, accelerates carbon capture
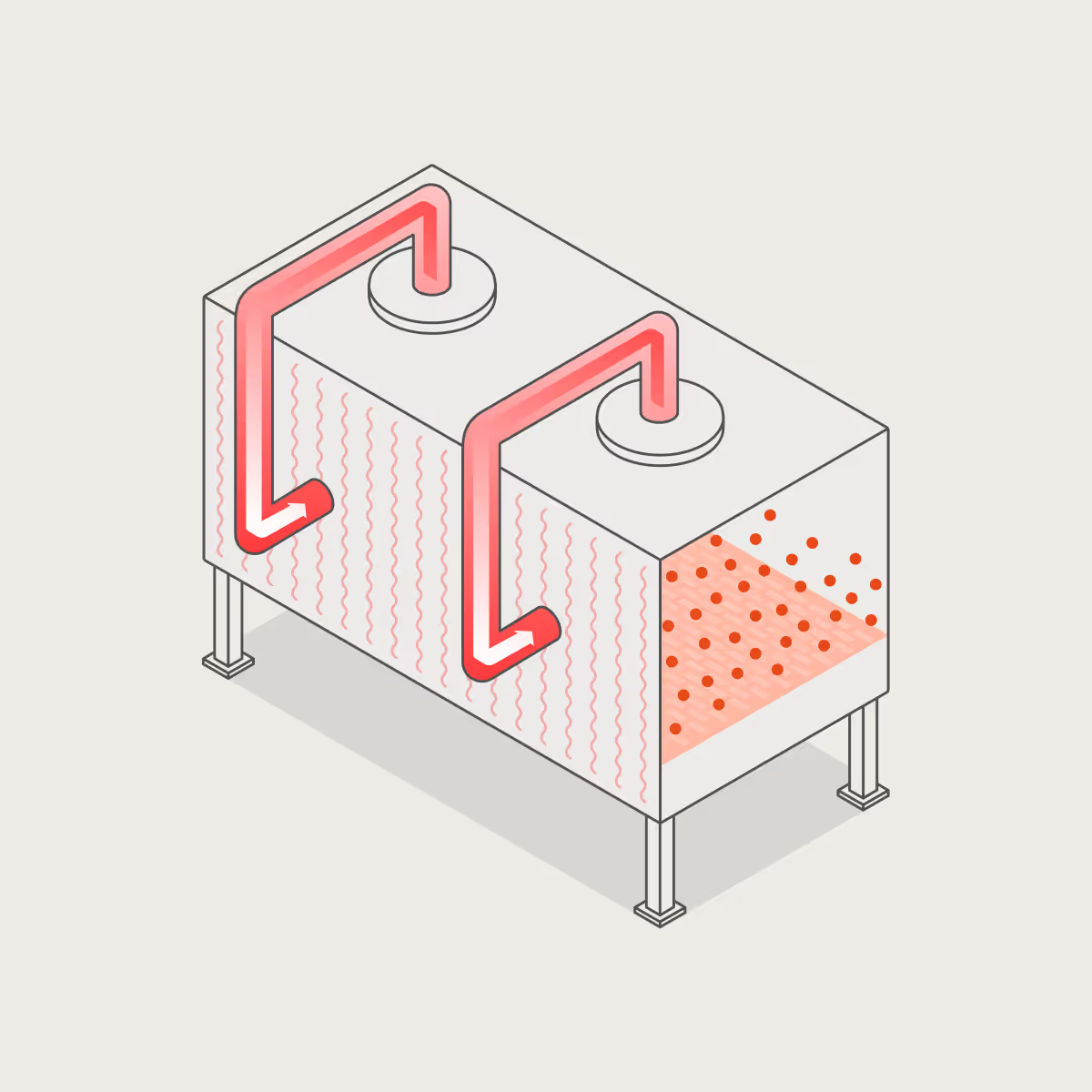
An electric calciner separates the CO2 by exposing the sorbent to high temperature, while a proprietary heat recovery system maximises energy efficiency
Costs
Our costs are far lower than average and will continue to fall
Our integration of project development and technology development is essential for delivering low-cost DAC. The more we build the more we learn, and the more we optimise our technology the better we can build.


Products
We are supplying low-cost CO2 for carbon credits and industrial uses
DAC is versatile, and we are developing products for many markets. We supply high-quality carbon removal credits, modular DAC units that can integrate with industrial plants, technology licensing partnerships, and more.

Carbon credits
+ High-quality, permanent carbon removal credits
+ Certified by Isometric

CO2 for industry
+ Beverage carbonation
+ Sustainable Aviation Fuel feedstock
+ Industrial gas integration

Technology partnerships
+ System or unit sales
+ Licensing agreements
+ Maintenance agreements
Carbon credits
+ High-quality, permanent carbon removal credits
+ Certified by Isometric
CO2 for utilisation
+ Beverage carbonation
+ Sustainable Aviation Fuel feedstock
Technology partnerships
+ System or unit sales
+ Licensing agreements
+ Maintenance agreements
As featured in










FAQ
Your questions answered
By optimising existing industrial technology, we have accelerated DAC R&D timelines and proven our technology at pilot scale. By taking advantage of existing supply chains, we can rapidly manufacture and deploy our DAC systems for large customers from 2025.
Our fast capture process, enabled by fluidisation, is our key cost driver. This means we can use our industrial equipment more efficiently and minimise the space it requires, lowering capital and land costs.
The price of our DAC varies by deployment location due to differences in labour, energy, transport, and storage costs. Get in touch with us to understand pricing for your context.
Airhive’s DAC systems are modular units primarily made of steel. Our modular units capable of capturing 1000 tonnes of CO₂ fit in shipping containers, facilitating transport and siting.
We have designed our systems to minimise impacts on surroundings. We use non-toxic minerals in our systems, and we have intentionally designed them to minimise land footprint and water use.

Get in touch
Make Airhive your DAC partner
Speak to our team about buying DAC carbon removal credits, integrating our DAC modular systems with your industrial plant, or licensing our technologies.
